Состав и основные разновидности клеев
Адгезионные свойства клеев
Влияние на адгезию особенностей этикетируемых материалов
Влияние на адгезию условий нанесения этикетки
Влияние на адгезию условий транспортировки, хранения и потребления товара с нанесенной этикеткой
Теории адгезии и склеивания
Прочность и долговечность клеевого соединения зависят от прочностей клеевого слоя и склеиваемых материалов, а также от прочности так называемого адгезионного шва. Существуют несколько теорий адгезии и склеивания, по-разному объясняющих образование адгезионного шва. Для описания процессов, происходящих при наклеивании этикеток, наибольший интерес, вероятно, представляют механическая и молекулярная теории.
Молекулярная теория
Согласно молекулярной теории, адгезия — процесс, обусловленный адсорбцией звеньев молекул клея поверхностью материала. Формирование адгезионного шва происходит в результате миграции больших молекул адгезива к поверхности материала и последующего образования под действием сил межмолекулярного притяжения химико-адсорбционного соединения.
В соответствии с этой теорией высокая адгезия возможна при совпадении полярностей клея и материала, в противном случае адгезия затруднена.
Литература:
Воробьев Д.В. Технология послепечатных процессов. М.: МГУП, 2000.
Тесты для оценки параметров клеевого слоя
FINAT (Международная ассоциация предприятий, работающих с самоклеящимися материалами) разработала ряд тестов FTM (FINAT Test Method) для оценки различных параметров самоклеящихся материалов. Приведем описание тестов, позволяющих оценить параметры клеевого слоя.
Тесты FTM 1 и FTM 2 предназначены для оценки адгезионной прочности клеевого слоя при наклеивании этикетки на товар или его упаковку.
Для выполнения тестов акклиматизированные* полоски самоклеящегося материала шириной 25 мм и длиной около 175 мм отделяют от основы и наклеивают на тестовую стеклянную пластину, а затем прикатываются к ней валиком с эластичным покрытием. Измерения производятся через 20 минут и через сутки (для оценки окончательной адгезии). При выполнения тестов рекомендуется использовать прибор для измерения прочности разрыва или аналогичные ему приборы. Сила адгезии измеряется в ньютонах.
Согласно тесту FTM 1, полоска самоклеящегося материала отделяется под углом 180? со скоростью 300 мм/мин, при выполнении теста FTM 2 полоска отделяется под углом 90° с той же скоростью. Измерения выполняются при отделении средней части полоски. Рекомендуется выполнить минимум пять измерений с интервалом 2 с.
Описанные тесты позволяют сравнивать адгезию различных самоклеящихся материалов, в особенности со съемными клеями (бумажные материалы с постоянными клеями при проведении подобного испытания, скорее всего, порвутся). Более точную оценку адгезии клея позволяет получить тест FTM 2, так как при отделении полоски материала под углом 180? значительное влияние на результаты измерений оказывают силы упругости этикеточного материала.
Для того чтобы проверить адгезию самоклеящегося материала к реальным этикетируемым материалам, данные тесты достаточно легко модифицировать.
Тесты FTM 3 и FTM 4 позволяют оценить силу, необходимую для отделения этикетки от подложки. Перед началом выполнения теста полоски самоклеящегося материала шириной 50 мм (FTM 3) или 25 мм (FTM 4) выдерживаются в течении 20 часов под давлением 6,86 кПа (70 г/см2), после чего в течении минимум 4 часов должна производиться их акклиматизация. Сила адгезии этикетки к подложке измеряется в сантиньютонах.
При выполнении тестов полоска лицевого материала отделяется под углом 180°? от подложки. Тест FTM 3 моделирует процесс отделения этикетки при скорости 300 мм/мин, тест FTM 4 — при скорости 10-300 м/мин (отделение этикетки в высокопроизводительных этикетировочных линиях). При выполнении теста FTM 3 рекомендуется производить минимум пять измерений с интервалом 2 с. Для теста FTM 4 рекомендуется использовать прибор, позволяющий с высоким разрешением фиксировать значения силы отделения этикетки.
Тест FTM 8 позволяет оценить когезию клеевого слоя. При выполнении теста верхний конец полоски лицевого материала длиной около 175 мм наклеивается на закрепленную вертикально тестовую стеклянную пластину, а затем прикатывается к ней валиком с эластичным покрытием. Размер приклеиваемого участка — 25×25 мм. Через 5-10 минут после этого к свободному нижнему концу полоски подвешивается груз массой 1 кг и засекается время, в течение которого полоска будет удерживаться на пластине. Рекомендуется произвести не менее трех испытаний.
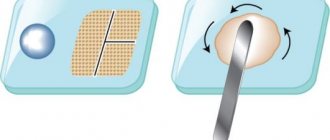
Тест FTM 9 позволяет оценить начальную адгезию клея при наклеивании этикетки. При выполнения теста следует использовать прибор для измерения прочности разрыва или аналогичные ему приборы. Концы полоски лицевого материала длиной около 175 мм и шириной 25 мм клеевым слоем наружу закрепляются в верхнем подвижном креплении прибора таким образом, чтобы полоска образовала петлю. Тестовая стеклянная пластина размером 25×30 мм неподвижно закрепляется внизу. В ходе испытания полоска опускается к пластине со скоростью 300 мм/мин, сразу после того, как площадь зоны контакта достигнет максимального размера, полоска поднимается и производится замер адгезии. Сила адгезии измеряется в ньютонах.
Хранение самоклеящихся материалов
Оптимальные климатические условия хранения самоклеящихся материалов:
- температура — 20-22 ?С;
- относительная влажность — 40-60%.
Для защиты материалов от перепадов влажности их рекомендуется хранить в оригинальной упаковке и распаковывать только перед началом переработки (после акклиматизации). При хранении самоклейку следует предохранять от воздействия прямого солнечного света, не рекомендуется устанавливать рядом с паллетами нагревательные приборы.
Рулоны следует хранить в вертикальном положении — на торцевой стороне, листовые материалы — в горизонтальном положении.
Перед переработкой самоклейку следует акклиматизировать в производственном помещении в течении 24-48 часов. Это поможет избежать коробления материала в результате резкого изменения влажности.
Адгезив (клей) является важной составляющей самоклеящегося материала. Клеевой слой обеспечивает надежное закрепление этикетки на поверхности товара или его упаковки. Многообразие материалов, на которые наносятся этикетки, определяет и большое число клеев, используемых в самоклеящихся материалах.
Как «прилипает» композит к поверхности дентина
Свойства дентина таковы, что его наружный слой – влажный. Жидкость в этой части зуба обновляется быстро, так что высушить ее очень сложно. И чтобы влага не сказалась на качестве сцепления дентина с композитом, используются особые водосовместимые (по-научному – гидрофильные) системы. Также на прочность связей непосредственное влияние оказывает так называемый «смазанный слой», который возникает как следствие инструментальной обработки дентина. Существует 2 подхода к использованию механизмов связывания:
- смазанный слой пропитывают водосовместимыми веществами,
- смазанный слой искусственно растворяют и счищают.
Стоит заметить, что последний метод, предполагающий удаление лишних микрочастиц с поверхности эмали, сегодня применяется значительно чаще, чем первый.
Состав и основные разновидности клеев
Клеи — природные или синтетические вещества, применяемые для соединения материалов за счет образования адгезионной связи клеевой пленки со склеиваемыми поверхностями.
По физическому состоянию (при температуре 20 ?С) клеи делятся на жидкие и твердые. Жидкие клеи наиболее часто используются при изготовлении самоклеящихся материалов. Они состоят из адгезива, растворителя или диспергирующей среды, а также включают различные добавки, модифицирующие свойства адгезива. Твердые клеи состоят из термоплавкого адгезива и добавок.
В современных самоклеящихся материалах используются органические клеи на основе акриловых полимеров или каучуков.
Акриловые полимеры относятся к термопластам. Они отличаются очень хорошими адгезионными свойствами, светостойкостью, химической стойкостью, стабильностью свойств во времени и высокой прозрачностью. Акриловые полимеры полярны, поэтому, согласно молекулярной теории адгезии (см. врезку «Теории адгезии и склеивания»), должны хорошо склеивать полярные материалы, например стекло или полиамид.
Натуральные и синтетические каучуки характеризуются высокой эластичностью и худшей по сравнению с акриловыми полимерами светостойкостью. Каучуки неполярны, поэтому должны иметь высокую адгезию к неполярным материалам, например к полиэтилену и полипропилену.
Большинство клеев, использующихся в современных самоклеящихся материалах, представляют собой водные дисперсии. После нанесения клея на подложку вода в процессе сушки испаряется. Органические растворители по причине их экологической опасности в последнее время в состав клеев не включаются.
Сравнительно недавно были разработаны УФ-отверждаемые акрилатные клеи. Входящая в их состав фотополимеризующаяся композиция отверждается под действием УФ-излучения. Акрилатные УФ-клеи характеризуются наилучшей по сравнению с другими видами клеев химической и физической стойкостью.
Каучуковые термоплавкие клеи используются сравнительно редко. Для нанесения на подложку термоклей расплавляется. К достоинствам подобных клеев относится хорошая адгезия к влажным поверхностям, а к недостаткам — низкая технологичность нанесения на подложку и низкая стойкость к высоким температурам.
Клеи наносятся на полотно контактным или бесконтактным способом, после чего водно-дисперсионный клей термически высушивается, акрилатный УФ-клей отверждается в результате облучения УФ-светом, термоклей затвердевает в процессе охлаждения.
Сравнительный анализ адгезионных слоев
Авторы :Франц Галецкий, д.т.н., ИТМ и ВТ им. С.А. Лебедева;Илья Лейтес, Гл. технолог РТС Инжиниринг; Леонид Петров, нач. сектора, ИТМ и ВТ им. С.А. Лебедева; Евгения Николаева, к.х.н., ИТМ и ВТ им. С.А. Лебедева
Повышения прочности сцепления внутренних слоев многослойных печатных плат (МПП) с материалом диэлектрика в течение ряда лет применяется процесс оксидирования медной поверхности.В последние годы появились альтернативные технологии получения адгезионных слоев, направленные на устранение проблем, связанных с оксидными слоями. На основании проведенного авторами исследования свойств оксидных и некоторых новых адгезионных слоев производители МПП могут сравнить их качественные и количественные характеристики и сделать практический вывод о целесообразности перехода на новую технологию.
Прочность сцепления поверхности медного рисунка схемы внутренних слоев с материалом диэлектрика при прессовании — одно из важнейших условий изготовления многослойных печатных плат.
Она определяется целым рядом факторов:
- материалом диэлектрика;
- качеством диэлектрика;
- режимом прессования;
- типом адгезионного слоя;
- режимом получения адгезионного слоя;
- качеством адгезионного слоя.
Для повышения прочности сцепления поверхности внутреннего слоя с материалом диэлектрика применяют операции, позволяющие различными путями увеличить удельную поверхность меди за счет развития микрорельефа.
При прессовании под воздействием температуры и давления расплавленная смола препрега затекает в углубления микрорельефа медной поверхности, обеспечивая после отверждения смолы получение единого монолита.
Хорошие результаты по увеличению удельной поверхности меди дает операция оксидирования, которую обычно проводят в щелочных растворах сильных окислителей, таких как хлорит натрия или персульфат калия [1-5].
Рис 1 Различия в цвете оксидных слоев — а) бронзовый оксид б) коричневый оксид в) черный оксид
И в тех и в других растворах в зависимости от глубины протекания процесса окисления медь может окисляться до оксида меди (I) красного цвета или до оксида меди (II) черного цвета:
8Cu + ClO2–+ 4OH– > 4Cu2O + Cl– + 2H2O
4Cu + ClO2– + 4OH– > 4 CuO + Cl– + 2H2O
4Cu + S2O82– + 4OH– > 2 Cu2O + + 2SO22– + 2H2O
Cu + S2O82– + 2 OH– > CuO ++ 2SO42– + H2O.
На практике оксидированная поверхность представляет собой смесь этих окислов. Соотношение красного и черного оксидов в смеси зависит от таких параметров, как температура, время обработки, соотношение окислительного и щелочного компонентов.
Получаемый в результате цвет оксидированной поверхности будет различным (см. рис. 1)
Оксидные слои отличаются друг от друга не только окраской, но и следующими параметрами:
- толщина слоя;
- кристаллическая структура;
- адгезия к диэлектрику.
Кристаллическую структуру оксидных слоев, полученных из персульфатно-щелочного раствора на горизонтальной линии фирмы Schmid изучали с помощью электронного микроскопа JSM-5300 LV японской фирмы JEOL совместно со специалистами химического факультета МГУ.
В качестве образцов использовалась 35 мкм медная фольга марки ФМГАЦ Кыштымского металлургического завода.
Рис. 2. РЭМ-фотографии поверхности образцов при увеличении 2000: а) исходная медная фольга, б) бронзовый оксид, в) коричневый оксид, г) черный оксид, д) черный оксид с перерощенными кристаллами
Топография исходной поверхности блестящей стороны фольги показана на рис. 2а.
На рис. 26, в, г представлены электронные микрофотографии соответственно бронзового, коричневого и черного оксидов при увеличении х2000. На фотографиях хорошо видно, что по мере углубления цвета оксида топография поверхности исходной медной фольги просматривается все хуже, что свидетельствует об увеличении толщины оксидного слоя.
На рис. 2д показана РЭМ-фотография черного оксида с перерощенными кристаллами. Визуально этот тип оксида не отличается от черного, но для него характерно явление ломкости кристаллов. Если потереть по поверхности такого оксида кусочком белой ткани, то она окрасится в черный цвет. Поэтому такой оксидный слой называется «черный мел». На фотографии хорошо видна рыхлая структура этого типа оксида. При прессовании кристаллы такого оксидного слоя ломаются и плохо сцепляются со смолой препрега, что приводит к нарушениям связи между слоями.
При работе по режиму получения черного оксида мы не застрахованы от того, что при определенных соотношениях окислителя и щелочи в растворе не создадутся условия, благоприятные для образования оксида «черный мел».
Рис. 3. Изменение концентрации основных компонентов в ванне оксидирования в зависимости от времени (t = 60…65°С): a) NaOH, б) K2S208
На рисунке 3 показано, как происходит изменение концентрации NaOH и K2S2O8 в растворе оксидирования при отсутствии слоев. Через 2 часа после корректировки концентрация персульфата калия падает более, чем вдвое, т.е. на 50—60%. Концентрация же едкого натра снижается лишь на 25—30%. Таким образом, в ванне оксидирования создаются условия, способствующие образованию оксида типа «черный мел». Во время оксидирования заготовок слоев идет более интенсивный расход химикатов, и такие неблагоприятные соотношения компонентов могут образоваться значительно раньше.
Рис. 4. РЭМ-фотографии поверхности образцов при увеличении 15000: а) бронзовый оксид, б) коричневый оксид, в) черный оксид, г) черный оксид с перерощенными кристаллами
На рисунке 4 продемонстрирована структура рассмотренных выше 4 типов оксида при увеличении х15000. Как видно на этих фотографиях, все типы оксида имеют столбчатую кристаллическую структуру, причем в ряду бронзовый — коричневый — черный — «черный мел», высота столбиков существенно увеличивается. Но одновременно с этим структура становится более рыхлой и менее равномерной. У оксида «черный мел» есть более плотные и менее плотные участки, а также «пятна», где совсем нет кристаллов оксида (см. рис. 4 г).
Для оценки прочности сцепления оксидных слоев с материалом диэлектрика к оксидированным образцам медной фольги было припрессованно по 3 листа стеклоткани DURAVER Е1080 фирмы ISOLA. Чтобы проследить влияние процесса полимеризации связующего в препреге, были использованы 2 рулона стеклоткани с разным сроком хранения. Один рулон был новый, а срок хранения другого рулона превышал 3 месяца.
Адгезионную прочность измеряли на адгезиометре АЭМ-2 методом отрыва полосок шириной 3 мм. Наибольшие значения зафиксированы у образцов коричневого оксида (см. табл. 1). Хорошо прослеживается влияние срока хранения рулона. Если он превышает 3 месяца, то текучесть смолы уже не удовлетворяет необходимым требованиям. Она оказывается недостаточной для того, чтобы смола смогла затечь между столбиками оксида. Остаются пустоты и, как следствие, сцепление оксида со смолой получается слабым. Отрыв полосок происходит по оксидному слою, а не по границе раздела. Если стеклоткань хорошего качества, с малым сроком хранения, то текучесть смолы достаточна, чтобы заполнить все впадины микрорельефа оксидного слоя. Прочность связи в этом случае более высокая (см. табл. 1).
| № п/п | Тип оксида | Адгезионная прочность, г/3 мм | |
| Старый рулон | Новый рулон | ||
| 1 | 130 | 200 | |
| 2 | 165 | 240 | |
| 3 | Черный | 155 | 210 |
| 4 | Черный мел | 120 | 165 |
| № | Тип оксида | Адгезионная прочность, г/3 мм | (F-P)/F.100,% | |
| п/п | До термоудара, F | После термоудара, F1 | ||
| 1 | Бронзовый | 200 | 80 | 60,0 |
| 2 | Коричневый | 250 | 175 | 30,0 |
| 3 | Черный | 220 | 140 | 36,4 |
| 4 | Черный мал | 165 | 40 | 75,8 |
Образцы с оксидом «черный мел» имеют наименьшие значения адгезионной прочности. Причина в данном случае заключается как в ломкости кристаллов оксида и плохом их сцеплении со смолой препрега, так и в наличии микроучастков без оксидного слоя (см. рис. 4 г). У этих образцов отрыв полосок также происходит по оксидному слою.
На прочность сцепления оксидированных внутренних слоев с материалом диэлектрика влияют температурные воздействия на этапах изготовления, ремонта и эксплуатации многослойных печатных плат. Это операции нанесения паяльной маски, сборки, горячего лужения, пайки, групповой инфракрасной пайки, пайки волной припоя, тепловые нагрузки на печатную плату при ее функционировании в готовом изделии.
По литературным данным [5], после термоудара (260°С, 10 с) адгезионная прочность оксидных слоев снижается. У черного оксида на 35%, а у коричневого оксида — на 17%.
В данной работе воздействие температуры на прочность сцепления оксидных слоев с материалом диэлектрика изучали путем погружения образцов с 3 мм полосками на 10 с в кремнийорганическую жидкость, нагретую до 260 ±2°С.
Полученные результаты свидетельствуют о том, что адгезионная прочность всех типов оксидных слоев падает после термоудара на 30—76% (см. табл. 2). По интенсивности падения адгезионной прочности оксидные слои располагаются в следующий ряд: «черный мел» > бронзовый > черный > коричневый.
Рис. 5. Сквозное отверстие многослойных печатных плат после сверления
Рис. 6. Эффект розового кольца
Еще одна проблема, которую могут создавать оксидные слои — это «эффект розового кольца» (Fink ring effect). Он проявляется уже на готовой плате, но возникает на операциях подготовки плат перед химической металлизацией. Кислые растворы предварительной обработки воздействуют на оксидные слои, выходящие в торец сквозного отверстия (см. рис. 5).
Если оксидный слой подтравливается, то вокруг отверстия образуется розовое кольцо — обнажившаяся медь (см. рис. 6). На готовой плате это выглядит как более светлая область вокруг контактной площадки (КП) по сравнению с темной оксидированной поверхностью. «Розовое кольцо» можно увидеть и на более глубоких слоях платы, если изготовить планарный шлиф. Поперечный шлиф не дает возможности увидеть подтрав оксидного слоя из-за его малой толщины (менее 1 мкм).
Растворимость в кислотах различных типов оксидного слоя практически одинакова, однако за счет уменьшения толщины слоя возможность проникновения кислых растворов и, следовательно, вероятность появления «эффекта розового кольца» в ряду «черный мел» > черный > коричневый >бронзовый существенно снижается.
Следует отметить, что на возможность проникновения кислых растворов в значительной степени влияют операции сверления и прессования.
Рис. 7. Поперечный шлиф отверстия с дефектом wedge voids (клиновидные пустоты)
Неправильно подобранный режим прессования, а также, как было сказано выше, недостаточная текучесть смолы препрега могут приводить к нарушениям связи между оксидированной поверхностью внутреннего слоя и материалом диэлектрика, т.е. к появлению пустот между слоями. Если эти пустоты имеют выход в отверстия, то создается дополнительная возможность для проникновения кислых растворов и возникновения «эффекта розового кольца».
Некачественная сверловка отверстий может приводить к выкрашиванию смолы, граничащей с оксидированной медной поверхностью, что также способствует проникновению кислых растворов и появлению «эффекта розового кольца». В зарубежной литературе этот вид дефекта, вызванный некачественной сверловкой, называется wedge voids — клиновидные пустоты. Поперечный шлиф отверстия с этим видом дефекта показан на рисунке 7.
В последние годы ряд фирм J-KEM [6], Alfachimichi [7], Enthone [8], Atofech [9]) предложил пути модификации адгезионных слоев на основе оксидов меди, направленные на усиление их устойчивости в кислых растворах. Для этого, после стадии оксидирования применяют обработку в растворе восстановителя (Reducer), который переводит оксиды меди в металлическую медь:
Cu2+ + 2e-→Cu0,
Cu1+ + e-→Cu0
Рис. 8. Топография медной поверхности до (а) и после (б) обработки оксидного слоя в растворе Multibond SR фирмы Atotech
Рис. 9. Адгезионный слой, полученный по техпроцессу Bond Film фирмы Atotech
Рис. 10. Внешний вид адгезионных слоев: a) Circubond, б) Bond Film, в) Mec Etch Bond
Рис. 11. Розовые кольца вокруг отверстий (Ø 0,3 мм) на образцах после обработки на линии химического меднения по рабочему режиму: а) с бронзовым оксидом, б) коричневым оксидом
Рис. 12. Образцы после выдерживания в течение 11 ч в растворе предактивирования: а) с бронзовым оксидом, б) с коричневым оксидом, в) с адгезионным слоем Mec Etch Bond
При этом топография поверхности остается такой же хорошо развитой, как у оксидов меди (см. рис. 8).
Недостатком этого способа обработки оксидных слоев является возможность повторного окисления восстановленной меди под воздействием температуры и влаги. Т.е. опасность появления «эффекта розового кольца» полностью не исключается.
Поэтому наряду с модификацией оксидированных слоев в растворе восстановителя появились процессы [6—11], основанные на совершенно ином подходе к формированию адгезионного слоя, который создается не наращиванием микрорельефа на медной поверхности, а травлением меди по границам зерен кристаллов (см. рис. 9). Структурированная таким образом медная поверхность обрабатывается органическим антиоксидантом, образующим органометаллическое соединение с наружным слоем атомов меди, что также увеличивает сцепление со смолой в процессе прессования.
Для ознакомления с новыми адгезионными слоями были выбраны техпроцессы: Circubond фирмы Shipley (Великобритания), Bond Film фирмы Atotech (Германия) и Мес Etch Bond фирмы МЕС (Бельгия). В последнем техпроцессе операции создания микрорельефа и обработка в органическом антиоксиданте разделены и проводятся в разных ваннах, что дает возможность оценить вклад органометаллического покрытия при формировании адгезионного слоя в прочность сцепления со смолой.
В качестве образцов были использованы 2 вида медной фольги: заводская 35-мкм фольга марки ФМГАЦ (Россия) и гальваническая 35-мкм фольга, полученная в ИТМ и ВТ на стальном носителе из электролита Electroposit 1300 фирмы Shipley (с плотной мелкокристаллической структурой меди).
Образцы обработали по трем выбранным техпроцессам на предприятиях указанных выше фирм. Внешний вид адгезионных слоев представлен на рисунке 10. Для сравнения характеристик были также подготовлены образцы со следующими видами адгезионных слоев и подготовок поверхности меди: бронзовое оксидирование, коричневое оксидирование, пемзовая обработка, персульфатное микротравление, шероховатая сторона заводской фольги марки ФМГАЦ (с заводским адгезионным покрытием).
Эксперименты по оценке адгезионной прочности подготовленных образцов проводили по той же методике, что и при изучении оксидных слоев. Результаты представлены в таблице 3.
В таблице 4 представлены результаты термовоздействия на прочность сцепления новых адгезионных слоев с материалом диэлектрика.
Как видно из таблицы 4, падение адгезионной прочности новых адгезионных слоев после температурного воздействия значительно меньше, чем у оксидных слоев и не превышает 16%.
Оценку устойчивости адгезионных слоев в растворах предварительной обработки плат перед химической металлизацией проводили следующим образом: к образцам фольги, обработанным по техпроцессам Circubond, Bond Film, Мес Etch Bond, бронзовый оксид и коричневый оксид припрессовали с обеих сторон по 5 листов стеклоткани марки DURAVER Е 1080 фирмы ISOIA.
В полученных пакетах просверлили отверстия разных диаметров (от 0,4 до 1,3 мм). Пакеты с просверленными отверстиями обработали на линии химического меднения в растворах обезжиривания, кондиционирования, микротравления, предактивирования, активирования и ускорения по рабочему режиму.
Осмотр образцов под микроскопом показал, что ни на одном образце с новыми адгезионными слоями «эффекта розового кольца» не обнаружено, в то время как на образцах с бронзовым и коричневым оксидом вокруг некоторых отверстий, преимущественно малого диаметра, обнаружено «розовое кольцо» (см. рис. 11). При этом на образцах с коричневым оксидом «розовые кольца» встречались чаще, чем на образцах с бронзовым оксидом. И на тех и на других образцах длина распространения кольца не превышала 50 мкм. То есть на рабочих платах такие кольца не вышли бы за пределы контактных площадок.
Более жесткие условия выдержки образцов в кислом растворе предактивирования (75 г/л бисульфата натрия, 200 г/л хлорида натрия) в течение 11 часов значительно усилили «эффект розового кольца» на образцах с бронзовым и коричневым оксидом (см. рис. 12а, б). Длина распространения кольца увеличилась до 1…2 мм. Однако на образцах с новыми адгезионными слоями «розовое кольцо» не обнаружено (см. рис. 12в).
Выводы
- Из трех типов оксидных слоев оптимальным соотношением свойств обладает коричневый оксид хорошо развитая поверхность;
- явно выраженная столбчатая кристаллическая структура,но отсутствует тенденция к образованию перерешенных кристаллов;
- коричневый цвет является гарантией отсутствия участков с оксидом типа «черный мел»;
- адгезионная прочность коричневого оксида выше, чем у бронзового и черного оксидов;
- удовлетворительная стойкость к термовоздействиям;
- удовлетворительная стойкость к воздействию кислых растворов.
- Модификация оксидных слоев путем восстановления меди до атомарного состояния полностью не исключает появление «эффекта розового кольца».
- Микрорельеф новых адгезионных слоев создается не хрупким оксидом меди, а структурированной металлической медью, что существенно снижает возможность нарушений связи между слоями за счет ломки кристаллов при прессовании.
- Прочность сцепления новых адгезионных слоев с материалом диэлектрика сравнима с прочностью сцепления оксидных слоев.
- Наибольшие величины адгезионной прочности зафиксированы у адгезионного слоя Circubond фирмы Shipley.
- Шероховатость поверхности и структура осадка исходной медной фольги вносят определенный вклад в прочность сцепления адгезионных слоев с материалом диэлектрика.
- На примере адгезионного слоя Мес Etch Bond установлено, что металлоорганическое покрытие сформированного микрорельефа не приводит к существенному увеличению прочности сцепления со смолой препрега, а лишь ингибирует процесс окисления медной поверхности.
- Стойкость новых адгезионных слоев к термовоздействиям значительно лучше, чем у оксидных слоев. Падение адгезионной прочности после воздействия термоудара составляет 15—16%, что вдвое меньше, чем у коричневого оксида.
- Устойчивость к воздействию кислых растворов новых адгезионных слоев во много раз выше, чем у оксидных слоев. После выдерживания образцов в растворе предактивирования линии химического меднения в течение 11 ч «эффекта розового кольца» не обнаружено.
ЛИТЕРАТУРА
- Процесс оксидирования Pro Bond 80. Проспект фирмы Shipley, 1988.
- Scheroxide — процесс химического оксидирования внутренних слоев многослойных печатных плат. Проспект фирмы Schering, 1990.
- Процесс оксидирования Rona bond. Проспект фирмы Lea Ronal, 1996.
- Грилихес С.Я. Оксидирование и фосфатирование металлов. Ленинград, 1985, с. 79.
- Read А.Н. Treating Copper with Brown Oxide For Improving Multilayer Board Adhesion, Electronics, 1983, p. 29.
- Оксидирование J-Кет. Электронсервис-технология. Каталог, 2004.
- ООО «Абсолют». Всероссийский практический семинар «Химические процессы в производстве печатных плат». Методические материалы, С.-Петербург, март 2005.
- Enthone PWB Fabrication. Chemical Processes and Products, Product Selection Guide, 2005.
- Innerlayer Bonding Processes. Проспект фирмы Atotech, 2006.
- Circubond — процесс подготовки внутренних слоев многослойных печатных плат перед прессованием. Проспект фирмы Shipley, 2002.
- MultiBond 100. Проспект фирмы MacDermid, 2006.
Адгезионные свойства клеев
Адгезионные свойства клея являются главной его технологической и эксплуатационной характеристикой. Для оценки величины адгезии служат тестовые методики, разработанные FINAT (см. врезку «Тесты для оценки параметров клеевого слоя»).
Адгезия клея к подложке должна позволять с незначительным усилием (без разрыва) отделять от подложки этикетку и облой, однако ее величина должна быть достаточной для удержания этикетки до ее принудительного отделения.
По относительной величине адгезии к этикетируемому материалу клеи делятся на съемные и постоянные (перманентные).
Съемный клей характеризуется более высокой адгезией к этикетке, чем к этикетируемому материалу, а также высокой когезией. Величина адгезии съемного клея к этикетируемому материалу должна быть также согласована с прочностью этикетки на разрыв. Благодаря этому возможно удаление наклеенной этикетки без повреждения товара или его упаковки, клеевого слоя и самой этикетки. После этого этикетка может быть переклеена на другой товар. Этикетка со съемным клеем прилипает к этикетируемому материалу, после чего не должно происходить значительных изменений адгезии.
Постоянный клей обеспечивает устойчивое соединение этикетки с поверхностью товара или его упаковки. При попытке удаления этикетки обычно происходит ее разрыв или разделение клеевого слоя. Для постоянного клея характерна очень высокая адгезия и к материалу этикетки, и к поверхности товара или его упаковки, а также высокая когезия. При применении постоянных клеев процесс приклеивания этикетки включает два этапа: прилипание и закрепление. В процессе закрепления адгезия клея к поверхности, на которую нанесена этикетка, должна достигнуть максимального значения.
При работе с высокоскоростными этикетировочными линиями очень важно иметь возможность оперативного исправления ошибки при наклейке этикетки. Для этого разработаны постоянные клеи, окончательное закрепление которых происходит лишь через несколько часов после приклейки. До этого времени они работают как съемные клеи и позволяют удалять и переклеивать этикетку.
На величину адгезии оказывают влияние факторы, обусловленные особенностями этикетируемых материалов, условиями нанесения этикетки, условиями транспортировки, хранения и потребления товара с нанесенной на него этикеткой.
Адгезивные системы для эмали
Эмалевые адгезивные системы (адгезивы) состоят из гидрофобных жидких мономеров композиционных материалов, которые за счет микромеханической адгезии обеспечивают адгезию к эмали зуба. Необходимо отметить, что эти адгезивы не обеспечивают адгезии к дентину, поэтому необходимо либо изолировать дентин от токсического воздействия изолирующей прокладкой, либо использовать адгезивную систему для дентина (праймер).
В наборы композиционных материалов химического отверждения входят только адгезивы для эмали и они имеют химическую полимеризацию.
Этапы работы с адгезивными системами для эмали:
протравливание поверхности эмали в течение 30 секунд при помощи 37% ортофосфорной кислоты, входящей в состав травильных гелей;
удаление травильного геля струей проточной воды в течение 30 секунд;
высушивание эмали и контроль качества протравки (протравленная эмаль имеет матовый оттенок);
смешивание компонентов адгезивной системы в соотношении 1:1;
внесение адгезивной системы в кариозную полость при помощи аппликатора (наносится на подготовленную эмали и изолирующую прокладку);
распределение эмалевой адгезивной системы при помощи слабой струи воздуха;
внесение композиционного материала.
Адгезивные системы для эмали, входящие в состав наборов композиционных материалов светового отверждения однокомпонентны. Кроме них в набор входит адгезивная система для дентина (праймер). Этапы работы с данными системами будут рассмотрены несколько позже.
Влияние на адгезию особенностей этикетируемых материалов
Значительное влияние на величину адгезии оказывают шероховатость, поверхностное натяжение и геометрическая форма этикетируемого материала.
Высокая шероховатость, характерная для дерева, фактурной бумаги, картона, пенопластов, ткани, может существенно ухудшить адгезию. В случае если толщина клеевого слоя незначительна, клей покрывает только вершины макронеровностей и не проникает во впадины. В результате уменьшается площадь контакта клея и поверхности, на которую наносится этикетка.
Для хорошей адгезии поверхностное натяжение клея должно быть ниже поверхностного натяжения этикетируемого материала. В случае если это условие не соблюдается, необходимо повышать поверхностное натяжение этикетируемого материала, например путем его обработки коронным разрядом. Поверхностное натяжение постоянных клеев (в особенности клеев на основе акриловых полимеров) изготовители самоклеящихся материалов понижают путем введения в их состав специальных добавок. Съемные клеи наоборот должны иметь высокое поверхностное натяжение.
При нанесении на поверхности сложной формы или значительной кривизны (например, ампулы, бутылки малого размера) этикетка сильно деформируется. Если материал этикетки достаточно упругий, она будет стремиться вернуться к плоской форме и клеевой слой будет подвергаться высоким нагрузкам. В этом случае предъявляются повышенные требования к адгезионной и когезионной прочности клея.
Необходимо также отметить, что для хорошей адгезии этикеток поверхности, на которые они наносятся, должны быть очищены от пыли, жиров, остатков химических веществ, использовавшихся при производстве товара или упаковки, и т.п.
Какие есть типы адгезии
Существует несколько видов адгезии: механическая, химическая, а также их комбинации. Самым простым является механический. Суть действия системы сводится к созданию микромеханических связок между компонентами материала и шероховатой поверхностью зуба. Чтобы обеспечить высокое качество сцепления, перед нанесением адгезива естественные микроуглубления на поверхности зубных тканей тщательно высушивают.
Интересно! Доктор Буонкоре 63 года назад опытным путем выяснил, что фосфорная кислота делает зубную эмаль шероховатой. Это помогает усилению сцепления композита с тканями зуба. Появившаяся более полувека назад методика протравки зубной эмали кислотой стала фундаментом для современных адгезивных реставрационных методов.
Химический вариант сцепления основан на химической связи композитного материала с эмалью и дентином. Таким типом адгезии обладают исключительно стеклоиномерные цементы. Прочие материалы, что используют стоматологи, имеют только механическую адгезию.
Влияние на адгезию условий нанесения этикетки
В зависимости от климатических условий этикетируемая поверхность может иметь отличную от комнатной температуру и быть покрыта слоем влаги, что отрицательно влияет на адгезию клея. При низких температурах клей становится тверже, что снижает его адгезионные свойства, в особенности способность к первоначальному схватыванию. При повышенной температуре клей, наоборот размягчается, что ухудшает его когезионную прочность.
При нанесении этикетки на охлажденный товар на его поверхности может конденсироваться влага. Поскольку водно-дисперсионные клеи имеют свойство абсорбировать влагу, их адгезия к влажным поверхностям может быть неудовлетворительной.
Адгезия – что это такое
Вообще, слово «адгезив» в переводе с английского языка означает «клеящее вещество, прилипание». Этот «клей» используется в стоматологии с тем, чтобы соединять разные по составу материалы с тканью зуба (не путать адгезию и когезию – это физический термин).
Сам по себе пломбировочный материал не обладает химической адгезией, то есть способностью прилипать к влажному по своей природе дентину, так что здесь необходим «посредник», который позаботится о надежном сцеплении двух разнородных тканей. Во время полимеризации композитный материал дает усадку, так что если не использовать адгезивные системы, нужного качества сцепления добиться не удастся. А это прямая дорога к развитию повторного кариеса или даже пульпита под пломбой.
«Меня с детских лет беспокоила моя диастема, щель между передними зубами. Лет 5 назад я услышала, что существует такая методика, как адгезивная реконструкция зубов, при которой никакая болезненная обточка не нужна и материал буквально «прилипает» к зубам. Доктор просто шлифанул эмаль передних зубов и послойно закрыл непривлекательную щербинку композитом. Эмаль осталась целой, а улыбка сделалась открытой».
Елена Сальникова, отзыв на сайте одной из московских стоматологий
Инновационные светоотверждаемые адгезивные системы используются при пломбировке зубов композитами, при фиксации мостов, а также для установки брекетов, виниров, скайсов.