Foundry plant "DUCATRON"
Since 1968
produces the world-famous
Ducatron
.
A distinctive feature of a modern foundry installation is that it has a built-in thyristor generator with a very high efficiency - 90% of the power consumption, while traditional tube generators have an efficiency of no more than 80%. In addition, the thyristor generator provides stable output power, which ensures the specified melting modes and has a positive effect on the quality of the melted metal.
The optimal operating frequency of the generator (135 kHz) ensures the best mixing of the metal during melting, which guarantees the homogeneity of the alloy and eliminates surface overheating typical of traditional tube generators.
The design of the centrifuge for pouring molten metal into the mold is made in such a way that it ensures automatic balancing of the flask and crucible due to a counterweight installed at the rear of the lever. Equilibrium is achieved by using cylinder-cradle sets of constant weight.
In addition, the centrifuge is equipped with a lever position sensor and has an automatic lift, which is guaranteed to prevent damage to the melting crucible from accidental breakdowns during melting and pouring molten metal into the mold.
Foundry plant "DUCATRON"
has simple control using membrane keys and smooth adjustment of output power, which guarantees high-quality melting of any dental alloys in a wide temperature range.
This installation is also equipped with a lid lock during work associated with melting and pouring metal and, in addition, it is equipped with everything necessary for work, including a set of crucibles for melting both noble and non-precious dental alloys, crucible holding tongs, built-in power control system, protection of the alloy from oxidation by argon, etc.
Precision casting steel
Casting is the process of filling pre-prepared molds with molten metal; The metal, when solidified, accurately reproduces the outline of the form. Products obtained in this way only need external finishing - grinding and polishing.
There are two main ways to obtain small parts:
- 1) casting in dry sand molds according to permanent models;
- 2) precision lost wax casting into molds with a refractory shell.
In denture technology, the second casting method is used, which ensures the casting of parts of complex configurations, the highest surface cleanliness and high precision of products. The casting process includes the following main operations:
- 1) production of lost wax models;
- 2) coating of models with a refractory composition:
- 3) assembling wax models into blocks;
- 4) preparation of packaging mass:
- 5) molding a block of models in a flask;
- 6) melting models from the mold;
- 7) firing of the mold;
 metal smelting;
metal smelting;- 9) filling the mold with molten metal;
- 10) removal of castings from the flask;
- 11) cleaning castings from packaging mass and fire-resistant coating;
- 12) cutting off the gating system from the castings;
- 13) casting quality control.
Wax models of prosthetic parts are mounted on metal or wax rods with a diameter of 1.5-2 mm. Then the models are coated with a hair brush with a refractory composition, which includes a refractory mass and a liquid binder (p. 139). Models are melted at a temperature of 100-200°, as a result of which cavities are formed in the flask, repeating the shape of the models. To impart fire-resistant properties to the shell delimiting the casting cavity and to burn out wax residues, the flask is fired in a muffle furnace at a temperature of 600-800° for 1-2 hours. Then the metal is melted in electric furnaces of the D.N. Tsitrin system or in the flame of an acetylene torch directly in the sprue funnel of the flask.
Steel should not be melted using a Petrov arc, since the steel is highly saturated with carbon, becomes hard and becomes prone to intergranular corrosion.
Based on the method of filling the mold with molten metal, the following types of casting are distinguished:
- 1) centrifugal casting,
- 2) injection molding,
- 3) vacuum casting.
Centrifugal casting and injection molding produce denser castings and eliminate porosity, underfilling, and shrinkage cavities.
Vacuum casting requires the most simply designed casting units. Creating a vacuum in the flask helps to more completely remove gas bubbles from the walls of the cavity, which prevents the formation of pores and provides a smoother surface of the castings. But this results in a less dense casting with unclear outlines of sharp edges.
After pouring the metal, the flask is quickly cooled in cold water to improve the structure of the metal in the castings.
The casting, freed from the packaging mass, is cleaned from the molding mass on an electric motor using a metal round brush, then the gating system is cut off and the casting is monitored to identify defects.
Construction of an apparatus for melting and casting steel of the D. N. Tsitrin system. The apparatus for melting and casting steel under vacuum, proposed by D. N. Tsitrin, has two main parts: an electric resistance furnace and a vacuum pump.
An electric furnace consists of a metal casing (1) with a removable lid and a refractory ceramic cylinder (3) inserted inside it, insulated from the casing with a layer of asbestos (2). Inside the ceramic cylinder there is an oval recess (4), into which electrodes (5) and a crucible (6) are inserted, made of a quartz tube and electrocorundum, quartzite, mullite, etc. (Fig. 78).
The space between the crucible and the ceramic lining is filled with small pieces of graphite of the same size, between which microvolt arcs appear when the current is turned on; As a result, the steel melts in the crucible. The oval recess in the cylinder is closed with a ceramic lid (7) with a hole in the center. The furnace is installed on two racks (8), on its right axis there is a handle (9) for tilting the furnace when pouring metal into the mold. After the steel has melted, a flask (12) is installed on the ceramic cover, which is tightly fixed using a movable arc (10) and a cylindrical flange (11). The latter has a tube connected via a rubber hose to a vacuum pump. Gases are sucked out through the hose and negative pressure is created in the flask.
The vacuum pump can be mechanical or water jet. The device of the second type of pump is simpler. It consists of a pump (13), two rubber hoses, a glass bottle and a vacuum gauge. The electric furnace is equipped with a step-down transformer of 3-5 kW and 40-50 A, a rheostat, a voltmeter, an ammeter and a thermocouple with a potentiometer.
The furnace can be powered from a conventional lighting network or a three-phase current of 350 V. It produces a high heating temperature, reaching 2,000-2,500°. The first melting and casting process takes about 15-20 minutes, subsequent melts last 3-4 minutes.
Melting steel in a furnace of the D.P. Citrin system has a number of important advantages; first of all, there is no carburization of steel, which occurs during electric arc melting; In addition, the steel heating temperature is easily regulated, which avoids overheating of the metal and deterioration in the quality of castings.
The design of the furnace is simple, it is convenient to use and allows you to melt up to 100-200 g of metal.
Foundry plant "INDUCAST"
Vacuum melting
Based on our many years of experience and modern technologies,
introduced the vacuum casting machine
"INDUCAST"
. The vacuum melting concept offers many advantages: dental alloys are melted in a vacuum (or inert gas environment) and the alloy is poured into the mold under pressure. The optimal operating frequency of the generator (135 kHz) ensures heating of all types of dental alloys in a wide temperature range and guarantees the production of high-precision dental castings with high surface cleanliness.
A characteristic feature of the foundry installation "INDUCAST"
also is that evacuation, heating of the molten metal and subsequent casting of the molten metal into a mold under pressure occurs in one chamber.
- Therefore, compared to other types of high-frequency casting installations, all this provides significant advantages, namely:
- The inability to overheat the molten alloy makes it possible to obtain both high precision and high quality dental casting.
- The ability to create a vacuum in the melting chamber of this installation eliminates the waste of alloying elements of the alloy, the formation of chemical vapors from the refractory mixture and thereby ensures high cleanliness of the surface of the dental casting.
- The use of argon to ensure that the molten alloy is poured under pressure into the mold prevents oxidation of the alloy.
In the "INDUCAST"
There is a built-in closed circuit for cooling the inductor and a vacuum pump to ensure the creation of a vacuum in the melting chamber. The top cover of the casting machine has a simple and reliable safety mechanism for its closure, it is equipped with a closure detector, and also has an observation window for direct observation of the alloy as it is melted and cast into the mold.
As the exclusive representative of Ugin Dentaire in Russia, Stomatorg LLC provides warranty (for 2 years) and post-warranty service for foundry installations.
Foundry in dental production
Zotov V.M., Doctor of Medical Sciences, Professor of the Department of Orthopedic Dentistry of SamSMU Potapov V.P., Candidate of Medical Sciences, Associate Professor of the Department of Orthopedic Dentistry of SamSMU Pryanikov V.A., Director of Vavident LLC, SamaraRecently, a lot of attention has been paid to dental casting, so in this article we decided to make our contribution to highlighting this topic.
Laboratory preparation
According to the sanitary standards in force in our country, the foundry laboratory in a state dental clinic, department or in a private laboratory when installing a high-frequency foundry installation must have an area of 24 square meters. m., when installing other stoves - at least 12 sq.m.
The floor in the room is made of tiles or cement. The stove is installed on a thick rubber carpet. There should be insulation mats near the stove and at all other work areas.
Supply and exhaust ventilation should provide fivefold air exchange.
In the foundry room, in addition to the casting furnace, there is a fume hood with calcining furnaces. The room is provided with three-phase current with a power of 16 kW with a power supply panel, a supply water supply with an internal pipe diameter of 1/2, and a pressure gauge up to 4–5 atm. control valves. Return pipes are made with visible drains into the sink. In case of unstable water supply from the water supply system of a populated area or low pressure, guaranteed water supply is ensured through water circulation.
Steel grounding bars with a cross section of 100 sq. mm are installed in the room.
In order to guarantee property, public and personal safety, there is a special instruction that is handed to each person working in the foundry laboratory against signature. Operating personnel are responsible for violating the instructions.
It is strictly prohibited:
a) insert any objects into the cracks of the switched on unit;
b) rotate the furnace without the flasks installed and with the lid open (possibly when the lock is turned off or damaged).
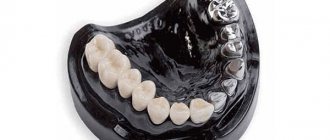
Preparation for casting metal-ceramic and solid-cast frames
Typically, the dental technician models the bridge frame using four types of wax: immersion wax, cervical wax, modeling wax, and non-shrink wax for bonding the pontic to the crowns. All these waxes are produced in tightly closed jars to prevent laboratory dust (tiny particles of gypsum, cotton wool residues, diamond chips from processing tools) from getting into the wax. Therefore, the dental technician must ensure that the wax he uses must be clean, because all of the above components of laboratory dust at t = 1020 ° C in a muffle furnace do not completely burn out and form ash, which remains in the metal frame in the form of shells , por, etc. If it turns out that the waxes with which the dental technician works have become contaminated, then you need to clean them as follows: place the wax in a tin container, heat it to a liquid state, at which time all the dirt will settle to the bottom, and wait until the wax hardens. After cutting the container, take out the wax and cut off the contaminated part.
I would like to dwell a little more on wax for gluing parts of the bridge. The fact is that any wax, even one that is called non-shrinkable, shrinks when transitioning from a liquid to a solid state, which creates tension in the wax composition, which in turn can lead to deformation of the prosthesis. Therefore, here we would advise modeling in the proximal areas of the crowns and intermediate parts of the prosthesis with modeling wax until they are in complete contact, and only after that, with a small drop of adhesive wax, secure the component parts into a single wax structure. If this is not taken into account, then you may encounter the fact that the cast frame will balance on the model and in the oral cavity. You also need to strictly monitor the thickness of the crown walls during modeling, which should be 0.3–0.5 mm. If the thickness is less, then there is a possibility of holes appearing either during casting or during sandblasting of the frames after casting.
Formation of a gating system when casting metal-ceramic and solid-cast frames
The gating system must be formed in such a way that no stress arises in it. To do this, you need to ensure that the wax that glues the sprue channel is completely hardened, and the sprue wax from which the channels are formed should be bent as little as possible.
| Fig.1. |
| Fig.2. |
| Fig.3. |
| Fig.4. |
| Fig.5. |
With all casting methods and techniques, the alloy molten on the surface of the casting mold must be brought to the casting. This is possible thanks to the creation of a gating system. In this case, it is ensured that all areas of the casting are under equal conditions during casting, but the hottest alloy is supplied to the thinner areas of the castings. Thick-walled castings must have additional liquid alloy depots to prevent the formation of defects (see Fig. 1).
The construction of a gating system in high-precision casting is determined by the following principles:
•
all casting areas must be in equal conditions during casting;
•
all thick-walled areas must have additional depots of liquid metal to eliminate shrinkage cavities, friability and porosity of the metal;
•
The hottest metal should be brought to thin areas. A sprue is a rod made of metal, wax, or a combination, after which, after removing it, a casting channel corresponding to the diameter is obtained in the mold (see Fig. 1).
On parts modeled from wax, the sprue is installed and secured to the non-working surface (on crowns - on the palatal surface, on teeth - on the gingival surface, on inlays - on the occlusal surface, on clasps - on the process). For large parts, for example, in the manufacture of a solid cast frame or a clasp prosthesis, different approaches are possible.
Some specialists install one sprue for each frame element, others within 6–8 sprues for the entire frame. Still others object to such approaches and propose casting one injection channel, arguing that the alloy should flow in only one direction, without collision of flows, which results in seams on the casting (cold “joint”).
Due to this, the design of the prosthesis is located outside the thermal center of the frame, closer to its walls and is cooled first. This prevents the formation of shrinkage cavities. In addition, the distribution channel should be 2 mm longer on each side than the wax structure of the prosthesis.
When casting a bridge, the intermediate part requires more metal. To do this, it is necessary to model the distribution channel in such a way that its volume corresponds to the volume of the intermediate part (see Fig. 1).
The distribution channel acts as a casting reservoir. It creates a sufficient metal depot for both crowns and intermediate parts of the bridge. This eliminates the possibility of shrinkage.
To avoid shrinkage, the distribution channels for single crowns should be 4 mm in diameter and should not taper. The casting wax wire connecting to the crown should be 1–5 mm long and 2.5 mm wide. For bridges, the distribution channel should have a diameter of 5 mm.
4mm diameter wax wire is sufficient for sprues running from the reservoir funnel to the distribution channels.
If a bridge is cast over the entire dentition (along the arch), then the distribution channel is divided along the entire dentition along the arch. This prevents deformation of the prosthesis during cooling (see Fig. 2).
It is better to make the sprue arched in shape. During crystallization, it will straighten and internal stresses will not arise in it. At the junction with the casting, thickenings are made - slag catchers half the diameter of the sprue. To reduce shrinkage outside the part, “couplings” are created. When the alloy hardens, the alloy that is in the coupling becomes hard last, so the hardening product is, as it were, saturated with the liquid alloy.
The wax structure must be removed from the model only after the entire gating system has completely formed and hardened. When all these factors are taken into account, the likelihood of balance in the cast metal frame is reduced.
After the dental technician or foundry worker degreases the entire wax structure with a special liquid, you need to wait until this liquid is completely dry, otherwise there will be a lot of small balls on the metal frame.
Packing
The investment material and liquid are mixed manually using a spatula, in accordance with; per 100 g of powder 18–20 ml of liquid 60% concentrate, until a uniformly moist mass is formed. The resulting mass is mixed in a vacuum mixer for 60 seconds. Then the mass is quickly placed on the vibrator at a medium intensity of its operation. The inside of the crown is carefully filled with liquid mass using a cannula (see Fig. 3). The molding material hardens best in the compressor chamber during the first 10 minutes. Then the muffle rings are removed and the investment rings must be allowed to harden for the next 20 minutes before further heating.
Setting time: 30 minutes.
Preheating
To obtain a perfect casting, precise temperature conditions for heating the furnace are important.
In a muffle furnace during heat treatment, the rate of temperature rise must be adjusted depending on the length of the bridge. The larger the bridge, the lower the rate of temperature rise should be. This reduces the likelihood of shrinkage in the cast prosthesis. It is better to place the flask in the furnace on its side so that any remaining dust or crumbs of the flask mass (which could get into the cone) flow out of the cone along with the melted wax (see Fig. 4). The crucible in which the metal is melted must be thoroughly cleaned of slag and dust that remains from the previous melting. This also reduces the likelihood of slagging in the cast metal frame.
Thermal treatment of the investment ring is selected individually for each type of investment material.
Melting and processing of cast frames
Melting of the metal occurs in a crucible, where the required amount of metal is located for each flask (the required amount of metal is calculated using the formula: the mass of wax is multiplied by the specific density of the melted metal). The pieces of metal melt and flow into one drop, after which the edges of the drop begin to lighten and a shadow appears in the middle. After the shadow disappears, you can turn on the centrifuge. In some cases, you can wait a few more seconds. After casting, if time permits, put the flask together with the cast structure to cool in a muffle furnace so that it cools slowly and evenly. This reduces the likelihood of the denture shrinking.
Under no circumstances should you cool the investment ring in cold water or break the investment ring with a hammer! In this case, deformation of the prosthesis may occur. The gating system must be cut evenly, without heating the metal or exerting mechanical pressure on the cast structure. After the flask has cooled, the cast part is removed, sandblasted, the sprues are cut off and fitted (see Fig. 5).
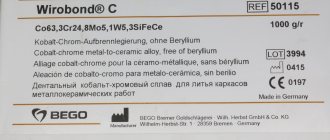
The article uses illustrations from the textbook “Base alloys for ceramic cladding.”
The next issue will continue the topic:
“Casting clasp dentures on fire-resistant models.”
For more information on dental casting issues, please contact Vavident LLC Pryanikov V.A. (Samara).
(№ 1 (36) 2003)